
The Gas Expert's Guide to Creating a Gas Tight Seal with NPT Thread

The Gas Expert's Guide to Creating a Gas Tight Seal with NPT Thread
When dealing with natural gas, safety is always a top concern. One way in which both safety and efficiency can be optimized is by creating a proper gas tight seal at the meter set. As knowledge that every natural gas provider can benefit from knowing, consider this your complete guide to creating a gas tight seal with National Pipe Threads (NPT).
NPT thread is commonly used on the parts that make up and surround a natural gas meter set. However, there are a number of problems that can affect the NPT thread seal of 3/4”, 1 1/4”, and 2” NPT threads with Schedule 40 steel pipe, Schedule 80 steel pipe, and cast iron fittings, such as the following:
- Threads do not meet NPT gaging requirements
- Damaged or nicked threads
- Debris in the threads
- Unsuitable use of thread sealant
- Improper use of wrenches (use a smooth jaw on a hexagon or octagon)
- Do Not Overtighten:
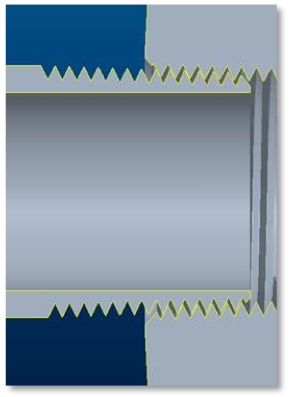
An NPT joint is formed by wedging the male thread into a female thread. Pipe threads seal by metal-to-metal interference over the tapered surface area with increasing forces as it tightens. Overtightening beyond the sealing torque continues to wedge the pipe into the body and can crack the female thread. In addition, do not back off a fitting after it has been tightened.
- PTFE Tape Should Not Be Used:
Tape lessens the torque and leads to excessive thread engagement
- Poor Threads
Improperly gaging threads and dirty or damaged threads can prevent joints from sealing. Excessive tightening may be attempted to stop the leak when this may only cause more damage.
- Pipe Strength Matters
Torque increases more quickly when tightening Schedule 80 steel pipe and cast iron threaded products than Schedule 40 pipes.
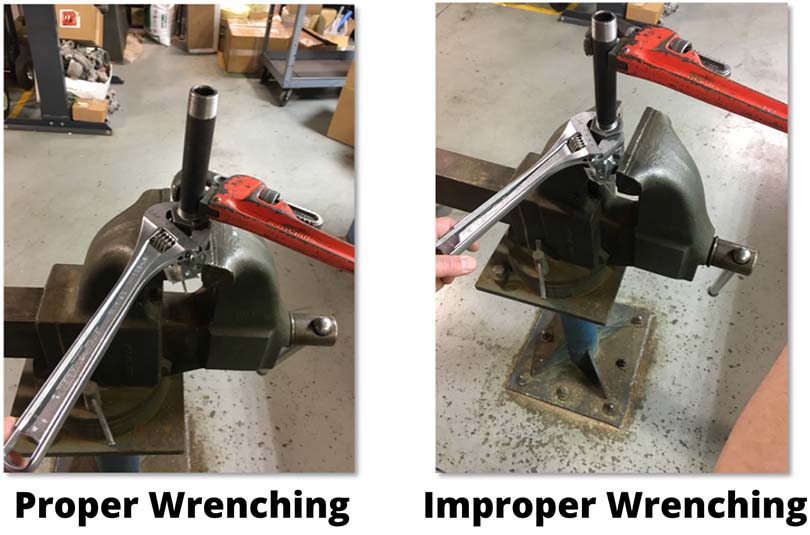
- Proper Wrenching
Wrenches should be used as close to the joint as possible without damaging the threads. Spacing the wrenches too far apart applies additional torque to the joint and can damage the pipe or body. A smooth wrench should be used whenever flats are provided to reduce the chance for damaging the body.
Certain scenarios may also get in the way of creating and maintaining that gas tight seal for NPT threads. Continue reading to learn what these are and the troubleshooting tactics to fix the problem:
- Orientation is not correct
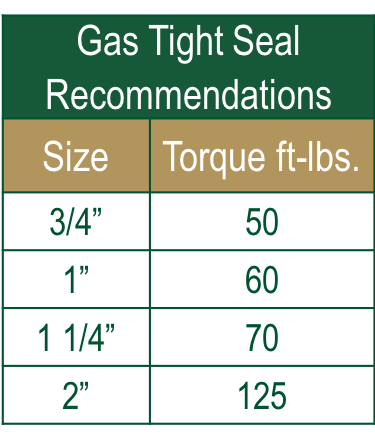
- If one full turn past hand tight does not seal, an additional turn will typically be safe to seal the joint without damage occurring
- The female thread did crack
- Separate products and verify male thread meets standard gage requirements. May need to replace male thread if it is incorrect or damaged.
- The threads bind up or it catches before fully engaged?
- Separate joints and inspect for debris or damaged threads. May need to clean or rethread either product.
*There is no standard torque specification that will guarantee a sealed NPT thread. This is merely a general guide with results based on A.Y. McDonald iron gas NPT threaded product. Materials may vary by supplier and product. Different thread sealers will also affect the torque results. Other manufacturers may require different torques as threads and thread quality may vary. Always test joints for proper sealing upon assembly. A.Y. McDonald recommends consulting the specific installation instructions of any product regarding thread sealing or any other instruction specific to proper installation.